Special technical requirements for steel drum water-based paint drying room
Text / Hu Yubing

Jiangsu Huayu Printing and Coating Equipment Group Co., Ltd. Hu Yubing
First, the baking temperature and time requirements of water-based paint
The temperature and time of the water-based paint baking process are different from those of the organic paint. The thinner of the organic paint is organic matter such as formaldehyde, tripod, alcohol, ketone, fat, alkane, etc., once it contacts high temperature, it volatilizes rapidly and volatilizes faster. The thinner of the water-based paint uses water as the medium. Once it contacts the high temperature, the water vapor gradually begins to volatilize, and the volatilization amount is different at a certain temperature point, and the volatilization is quite slow.
In the industry, the baking time is usually considered to be the time from the drying tunnel to the drying tunnel. There is no such concept for the heating zone, the constant temperature zone, and the cooling zone, and the requirements for the constant temperature zone are not emphasized. In fact, the drying time of the drying furnace should be composed of three stages of temperature rising zone, constant temperature zone and cooling zone, and the most effective and deadly temperature that best meets the drying process temperature requirement is the constant temperature zone.
According to the process temperature and drying time of the externally coated organic paint are generally 150-180 ° C, 15 min, their three temperature zones should ensure that the temperature rise zone is 5-6 minutes, the constant temperature zone is 8 min, and the cooling zone is 1-2 min. The drying time of the internal coating of organic paint is generally 250-280 ° C, 20 min, and their three temperature zones should ensure that the temperature rise zone is 7-8 min, the constant temperature zone is 10 min, and the cooling zone is 2-3 min. Figure 1 and Figure 2 are the perfect temperature control curves for the outer and inner coating conditions, respectively.
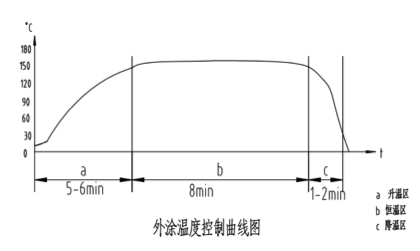
figure 1 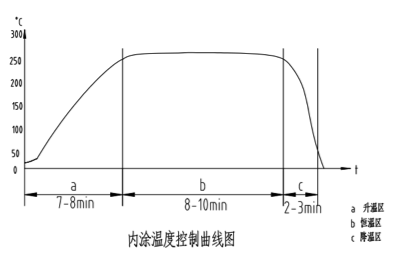
figure 2
Water-jet paint is not so simple, it is best to first heat the steel drum itself to 70 ~ 80 ° C, which has obvious effect on the color separation and water paint does not sag. The process temperature of water-based paint is very different from the drying time and organic paint. Generally, it is slow from low temperature to high temperature. The total baking time is also 15min. They have five temperature zones, which are obviously different from organic paint. The temperature rise time from room temperature to 90 °C is 1-2 min, the vapour evaporation time of 90-110 °C is about 4 min, the temperature rise time of 110-150 °C is 1-2 min, the solidification temperature zone is 7 min, and the cooling zone is about 1 min. Figure 3 is a graph showing the perfect temperature control curve in accordance with the conditions of the exterior coating of water-based paint.
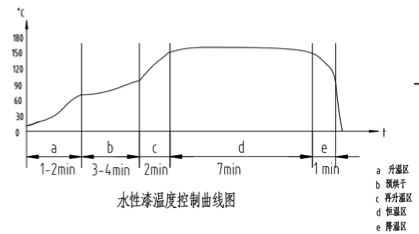
image 3
Second, the uniformity of the barrel baking temperature requirements
Water-based paints and organic paints are also very important for the uniformity of baking temperature. A perfect steel drum must have bright color, strong adhesion, no color difference, no peeling. But what conditions are guaranteed? In addition to the clean surface of the steel drum, one of the most fundamental reasons is temperature uniformity control. The temperature uniformity index in the constant temperature zone is controlled at ≤±3°C (not >±4°C); the temperature fluctuation of baking should be ≤±3°C (not >±4°C).
It is difficult to achieve this requirement, which puts high demands on the drying room equipment. Figure 4 and Figure 5 are qualified and perfect temperature profiles.
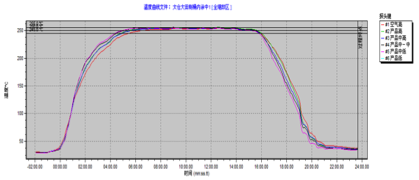
Figure 4 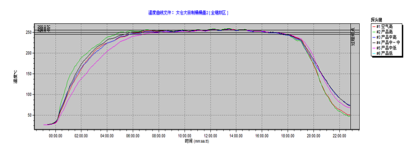
Figure 5
Third, the temperature curve test method
Whether it is double-row barrel baking or three-row barrel baking, the temperature measurement method is the same. The test shall be carried out under the condition that the drying tunnel reaches the process temperature requirement and the drying tunnel is under full load. Six temperature measuring points are set on the left, right, upper, middle and lower surfaces of a steel drum (see Figure 6).

Image 6
Use the six thermal resistance of the six-point furnace temperature tracker on the six temperature measuring points on the surface of the steel drum (see Figure 7) to turn on the computer, turn on the power, and place the steel drum in front of the full load drying tunnel. On the dispensing device, the conveyor chain runs together. After the steel drum passes through the five temperature zones and the cooling section of the drying tunnel, the steel drum and six thermal resistors are manually taken out. At this time, the computer has entered the temperature curve of the six temperature measuring points, and then outputs or reads. The six temperature profiles will show the temperature of the six temperature points on any section of the tunnel.

Figure 7
Fourth, the temperature curve control adjustment method
At present, there are many steel barrel drying room manufacturers in China, and the product structure of each enterprise is different. The adjustment method is also different. There are coal-burning, fuel-filled, gas-fired, and electrically-heated. The structure has coils laid in the drying tunnel, there are air blows on the wind, and there are side air blows and return air, etc. Features. I believe that in any baking oven, the wind speed and wind pressure of each air outlet must be the same. There must be a reasonable hot air circulation and small circulation system. The air volume should be adjusted up, down, left, right, front and rear. Wind pressure system can ensure uniform temperature of the drying tunnel.
According to our product structure and some of the technologies we have mastered, we briefly introduce some of our adjustment methods for the temperature curve control of the drying room:
1. First test whether the wind speed and wind pressure of the left and right air outlets are consistent; when it is found that the left and right wind speeds and wind pressures are inconsistent, adjust the opening degree of the left and right air outlets, and adjust the air volume distribution of the left and right air supply ducts.
2. According to the output of the six temperature curves, the temperature in the constant temperature zone of the drying tunnel is detected to be uneven, exceeding ±3 °C. First adjust the opening of each tuyere in the drying tunnel, and then adjust the opening and position of the return air system.
3. If the length of the constant temperature zone of the drying room is detected to be insufficient, the specified constant temperature time will not be reached. Then adjust the air supply volume before and after the air supply duct, and transport the air volume to the front and rear ends of the drying room as much as possible.
4. If the temperature around the drying tunnel is detected to be uneven, adjust the air supply volume of the left and right air supply ducts, and transport the air volume to the lower temperature side as much as possible.
5. If the temperature in the steel drum is not uniform, exceed ±3 °C, firstly test the wind pressure and wind speed of the air outlet of the drying room. If it does not reach 4m/s, the speed of the circulating fan must be adjusted.
In short, the adjustment method of the temperature curve control is not completely adjusted according to the above method, and can also be adjusted according to the working conditions. There may also be better ways to solve it.
Five, the steel drum water-based paint drying room pays special attention to several problems
1. The hot air blowing nozzle is directly blown on the steel drum.
The hot air blowing mouth of the drying room must not be blown directly on the steel drum. Avoid coating uneven coating on the surface of steel drum, poor leveling, paint scorching, chromatic aberration, etc.
2. There is no air conditioning system at each stage of the drying room
It is impossible to adjust the air volume and wind pressure on the upper, lower, left, right, front and rear of the drying tunnel. It is also unrealistic to achieve the ideal temperature control accuracy and the ideal temperature curve. If there is no ideal temperature control accuracy and ideal temperature curve, it is conceivable that the temperature of the steel drum you baked is definitely uneven, the gloss is poor, the adhesion is poor, and the color is changed.
3. Selection of materials inside the drying tunnel
Because the thinner of the water-based paint is water, the steel drum is steamed at a high temperature to form water vapor, and after condensation, it is water. The inner wall of the drying room works in water vapor for a long time, and the condensed water is stored on the wall plate. Cold-rolled sheets, galvanized sheets, and color coatings are easily rusted. It is recommended that the inner wall of the drying tunnel be made of stainless steel.
Sixth, the conclusion
The above is my experience and experience in the water-based paint drying room of steel drum, for your reference. If there is anything wrong, I hope you will give guidance!
Facial Rf Device,Hair Care Machine,Hyaluronic Injection Pen,Skin Rejuvenation Device
Guangzhou Lesen Xinpin Electronics Co.,Ltd , https://www.lesenxinpin.com