Exquisite printing quality and excellent carton performance are all based on good quality cardboard. A paperboard production line with a length of more than 100 meters, each link and part, are likely to have factors that affect the quality of the paperboard, such as temperature, speed, raw materials, Adhesives, equipment adjustments, personnel operating levels, etc., are concerned with the occurrence and resolution of cardboard problems.
A process control
The quality problem of corrugated cardboard has always been a common problem for carton manufacturers. Whether it is domestic, foreign, or wide-size corrugated cardboard production lines, cardboard problems will occur to varying degrees, but they all have common features. To solve these problems, in addition to equipment and objective reasons, mainly lies in the operator's operation and adjustment. The main quality problems in the process of corrugated board production lines are analyzed and solutions are provided.
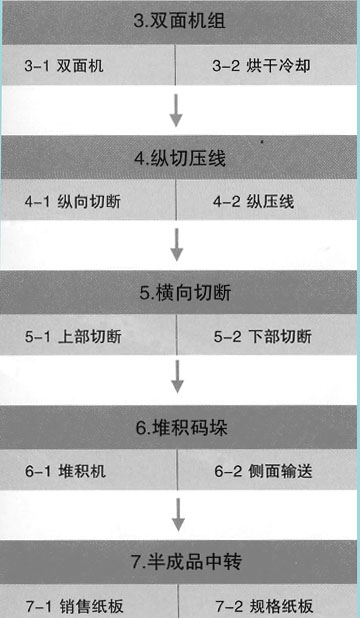
Corrugated board production line process is roughly divided into the above seven processes. Enterprises should formulate process flow and process regulations according to the actual conditions of the equipment so as to guide and restrain the operators and prevent and avoid the occurrence of cardboard problems.
Corrugated board quality problems basically include the following four aspects: bonding problems, defects in warp, warpage problems and size problems.
â– Adhesion problems include poor paperboard adhesion, degumming, blistering, pleating, etc.
Analysis of the reasons: There are many reasons for the above problems. Adhesion problems may occur due to adhesive problems, various aspects of tension, and improper adjustment of the gap between rollers.
Solution: Adhesion problems occur on all parts of the board. The first thing to consider is whether the adhesive has a problem. Because the production of adhesives is the first step of the entire production line, it is also a major quality control point across the board. Therefore, adhesives should be made according to a fixed process recipe to ensure the viscosity and temperature of single and double-sided machine adhesives. After the adhesive is manufactured, use a 4# cup to measure the viscosity. The viscosity should be determined according to the device performance. In addition, the adjustment of the clearance between the rollers of the single and double-side units is also very important. For example, the single-side unit mainly adjusts the pressure roller and the lower corrugating roller, the paste roller and the lower corrugating roller, the thickness setting roller and the paste roller 3 The gap between them must be appropriate, and the gap should be determined according to the thickness of the used raw materials, basically about 0.2mm-0.3mm, with particular attention to the need to maintain parallelism between the rollers. The width of the paste line is controlled at 1mm. If the width is too large, the phenomenon of un-gelatinization, bending, or unsatisfactory adhesion strength may occur. Width is small, easy to produce false bonding or degumming, blistering phenomenon. The double-sided unit mainly adjusts the gap between the floating roller and the paste roller, paste roller, and set thickness roller. The gap between the floating roller and the coating roller is equal to the height of the single-faced corrugation plus the thickness of the tissue, and the paste roller should have a fixed gap. At lower times, the thickness of the corrugation is reduced, the corrugation is damaged, and the flat compressive strength of the cardboard is reduced. Higher consumption of paste. Rollers that do not produce squeezing, good quality, economy, and high speed. The gap between the coating roller and the setting roller is about 0.25mm. Base paper bracket brake system should be based on the diameter of the base paper, the size of the weight of the base paper to properly control the tension.
楞 Deformation includes: 楞 tilt, skew, height, shape, etc.
Analysis of causes: The above problems are mainly manifested in the fact that there is no correct corrugation height, there is a very small height difference in the corrugation height, and the corrugation is tilted to one side or the left and right thicknesses are not uniform. The reason is that due to the wear of the corrugating roll and the deformation of the crucible, it is mainly due to the unevenness of the moisture of the base paper, the insufficient temperature of the heat roller, and the improper adjustment of the tension force.
Solution: Defects generally refer to the phenomenon of badly formed single-sided corrugations, which are often distinguished from the deformations caused by subsequent processes. The deformations that occur in the cardboard line are collectively referred to as defects. In addition to the deformation of the corrugating roll, the following problems must be solved. The moisture content of the base paper must be controlled in the range of 8% to 10%. When the water content is too low, the heater must be adjusted. When the moisture content is too high, the warm-up area can be adjusted. The adjustment of steam pressure and surface temperature of corrugating roll, preheating roll and hot plate, the general steam pressure should be above 11MPa,
The surface temperature is basically between 60 degrees and 170 degrees. If it is lower than the above value, we must reduce the speed. When using the paper guide device, check the position of the guide plate to prevent the deformation of the file due to the wear of the guide plate or improper position adjustment. In addition, the hot plate weight roller pressure can not be too large, not on the conveyor belt; there are foreign objects or processing marks. Also pay attention to the adjustment of the single-sided corrugated board brake device on the double-layer conveyor and the gap between the double-sided floating roller and the paste roller.
â– Cardboard warpage includes: vertical upturn, vertical downturn, horizontal upturn, lateral downturn and S-warped cardboard deformation.
Analysis of the causes: The causes of warpage are mainly the inconsistencies in the water content in the paperboard, surface parts and raw paper. The temperature, air pressure, and vehicle speed become low, and regular parking will cause warpage.
Solution: Cardboard warpage is a common problem for all carton manufacturers. This problem directly plagues the production and efficiency of the company. It concentrates on the unevenness of the cardboard surface and the phenomenon of bending, which affects the cardboard of the container used to collectively distort the cardboard. To solve the warpage problem, there are mainly the following points: First, strict control over the moisture content of raw paper and the poor grammage of surface paper and surface paper. They are the main factors that affect the lateral warpage of the cardboard. The moisture content of raw paper into the factory must be tested and must be maintained within the national standard; If the water content is too low, spray or water spray measures must be taken. If the moisture content is too high, the warm-up area must be increased to ensure that the paper moisture content is within 3%. The difference in paper weight is controlled within 30g-50g. The second is to adjust the speed at any time according to changes in steam pressure and surface temperature. To prevent the vehicle from flickering or stopping, the time it takes for cardboard to stay in the hot plate determines the degree and form of warping. The strength of the single-faced corrugated sheet on the double-layered conveyor frame and the size of the face sheet tension also directly affect the longitudinal warp of the cardboard. It is necessary to appropriately increase or decrease various kinds of tension control according to different situations of warp of the board.
â– The size is not allowed to include: slitting, pressure lines, horizontal and Other dimensions.
Analysis of reasons: due to deviations in production size adjustments that have not been issued in accordance with the production instructions, or because the longitudinal slitting pressure reel is not fixed, the longitudinal dimension is not; And because of the speed of the vehicle and the conveyor belt, the transverse cutoff is inaccurate.
Solution: The board size includes the length, width, and manufacturing dimensions of the pressboard. First, it should be produced according to the production size given by the production order or the process drawing. It is not allowed to make mistakes due to human factors. It is necessary to adjust the upper and lower knives and the lower line on the press line. If the position is correct, the first part can be produced without error. In addition, the slitting of the upper and lower knives is strictly for the thickness of half a cardboard, and the artificial bolts must be tightened in order to prevent “runnersâ€. The centerline of the next wheel on the pressure line should be aligned, the depth of the pressure line should be 3/4th of the board thickness, and the bolt should be tightened to prevent “runawayâ€. The control of single-sided corrugated and tissue paper tension also has a direct impact on the size of the transverse cut. The slippage of the conveyor belt or unstable vehicle speed has an effect on the dimensions. If there is no problem with the above, it is necessary to check whether there is a problem with the cutting machine itself or the computer input program.
Corrugated paperboards have many quality problems in the production process and are not listed one by one. In short, as long as it is carefully operated and adjusted during production, correct measures are taken for different quality problems, and some problems are easily eliminated and resolved.
(author/ Wu Cunsheng)
Corrugated Carton, July 2005 issue
Others Satellite Network Optical Receiver
Optical Receiver,Headend Receiver,Return Path Receiver
BRS Imp. & Exp. Co., Ltd. , http://www.gdopticaltools.com