At present, the important role played by standardization and dataization in the production efficiency, quality control and technical management of carton factories is unmatched by traditional management methods. In the carton production process, each carton factory began to pay attention to standardization and dataization, and gradually standardized the data recording and analysis process. However, the dataization of each process usually exists alone, or is horizontally parallel, and exists in a "parallel" manner. The guiding role for production and technology is very limited. However, the author believes that the process data of the carton factory should be vertically and vertically “connectedâ€, which is convenient for managers or technicians to grasp the nature of the problem, so as to effectively control the production, quality and process, and finally produce customer satisfaction. Carton.
The production process of the watermark carton is: three layers of cardboard made of corrugated cardboard production line → direct printing of ink → round die cutting → sticky box → detection.
The data and fine management of all aspects of the watermark carton production process are to lay the foundation for the quality of the box and the applicability of the use. Therefore, the basic data of each link must be strictly monitored so that the data can be analyzed in stages. The following is a "series" analysis of the process data of a watermark carton at a certain stage.
As the season and stage time change, the production process of the watermark carton will change. The research conditions at this stage are: temperature 20 ~ 30 ° C, relative humidity 30% ~ 50%, corrugated line steam pressure 7 ~ 8 atmospheres, drying belt temperature 110 ~ 130 ° C, corrugated board production line speed 90 ~ 100 meters /minute.
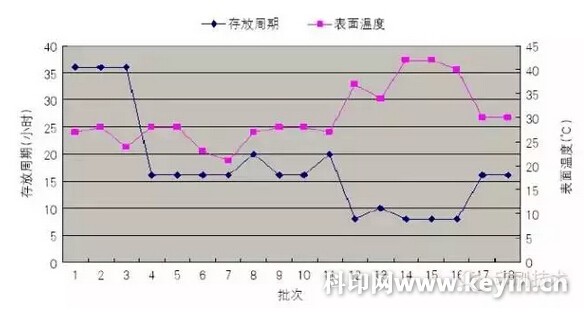
In the watermarking section, the longer the storage time of the three-layer cardboard in the previous process, the lower the surface temperature of the side of the whiteboard paper when the board is printed. When the surface temperature of the cardboard is close to the ambient temperature and is balanced, the surface temperature of the cardboard does not change even if the cardboard storage period is extended. It can be seen from Fig. 1 that the storage period of the 1-3 batches of cardboard is 36 hours, the time is long, the surface temperature of the cardboard is 22-28 °C; the storage time of the 4-11, 17-18 batches is 16-20 hours. The surface temperature of the paperboard is 22-30 °C; while the storage time of the 12-16 batches of cardboard is 8-10 hours, the storage period is short, and the surface temperature of the cardboard is relatively high, 30-42 °C.
The data of the printing pressure of the watermark link is analyzed and found that the change of the storage period and the surface temperature of the paperboard will have a certain influence on the ink printing. Figure 2 shows the printing gap curves of different color groups when printing different batches of cardboard. The smaller the printing gap value, the greater the printing pressure.
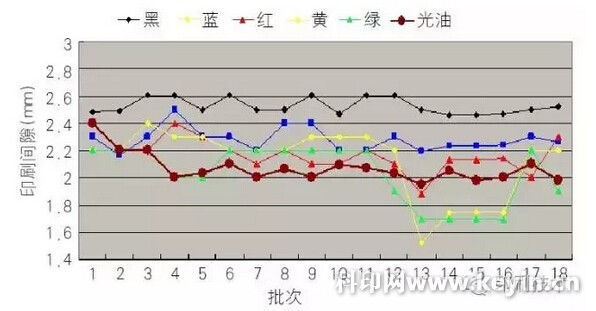
It can be seen from Fig. 2 that: 1 to 3 batches of paperboard have a longer storage period, the paperboard moisture and surface temperature tend to balance, so the cardboard stiffness increases, the watermarking machine color group printing pressure is small, the printing gap value is greater than 2.2 mm; The paperboard printing gap value of 4~11, 17~18 batches is more than 2mm; the worst is 12~16 batches of paperboard, the printing gap value is less than 1.8mm.
Push Bicycle,Bmx Frame,Scooter Parts,Y Bar
BaoJi JiaXin Nonferrous Metal Co., Ltd. , https://www.jiaxin-ti.com